很多客户在使用等离子相贯线设备时,难免会发生异常情况出现。那么,当遇到这些情况的时候应该如何来及时检查这些故障呢?下面就等离子相贯线设备故障处理及排除提出以下几点解决方式仅供大家参考:
1、如果是数控系统出现异常, 首先检查相贯线切割机供电系统是否正常。很多时候, 相贯线切割机不能正常运转, 大多是因为数控系统内部(电控柜)的供电, 插接件等接触不佳造成。首先须系统断电,按照电脑内部插接件、电脑与伺服驱动器、各器件间连线, 插头进行仔细检查和处理, 就有可能发现并解决问题。
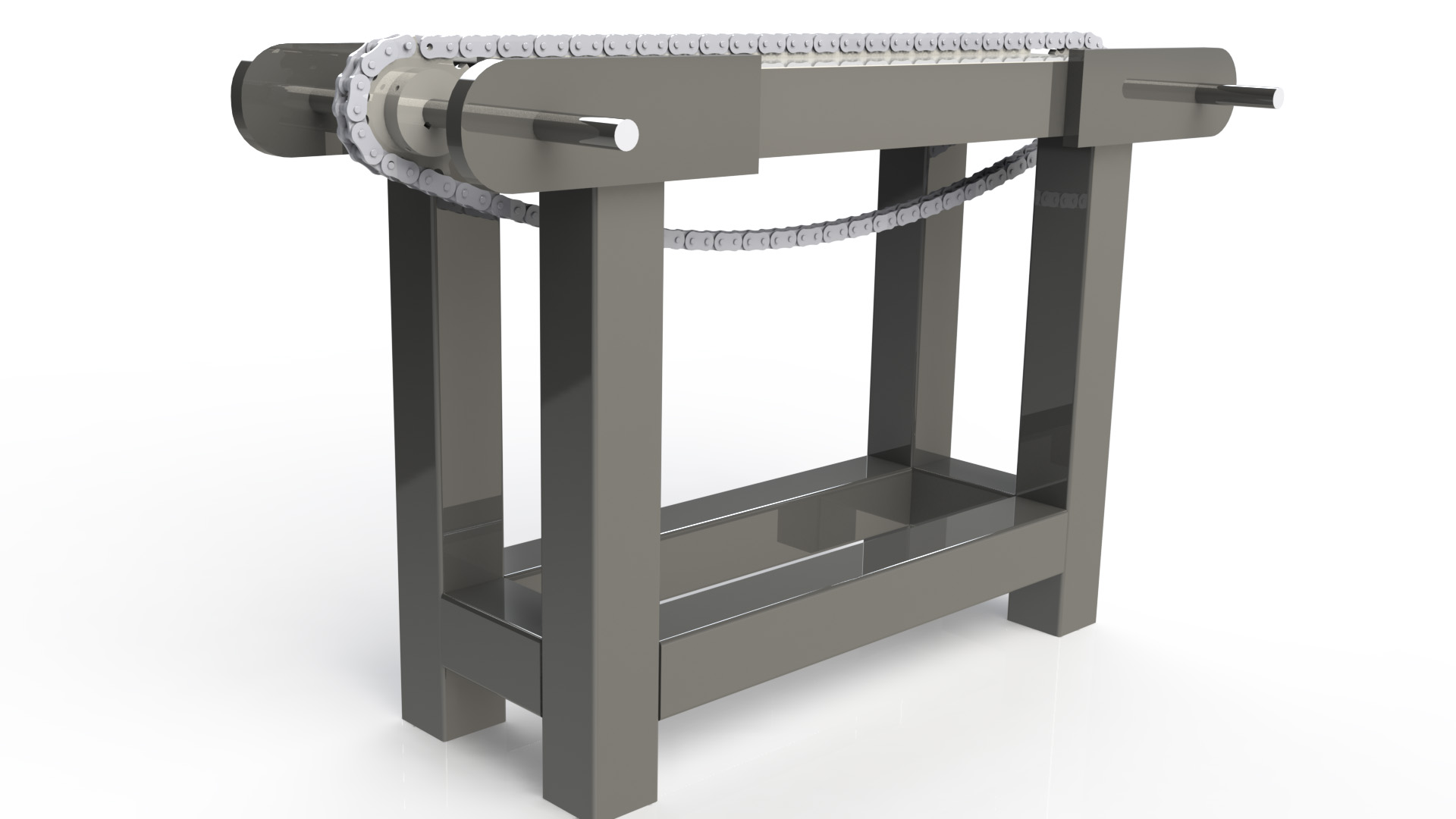
2、如果相贯线切割机的机械运动部分出现异常, 首先应该检查机械运动部, 如: 机床设备导轨、齿轮、齿条、减速机等传动部位的外观和特性(声响)是否正常,平时及时做好保养和检修,相贯线切割机按照机床手册加注润滑剂油,特别是机床X-向齿条和轨道要求操作工人班前班后需要进行清理和保养,保证机床正常。
3、如果机械部分运行出现抖动、异响、卡滞等现象, 需仔细检查设备运动部分是否是因为废料、焊渣或杂物阻塞,影响了设备的正常运行。
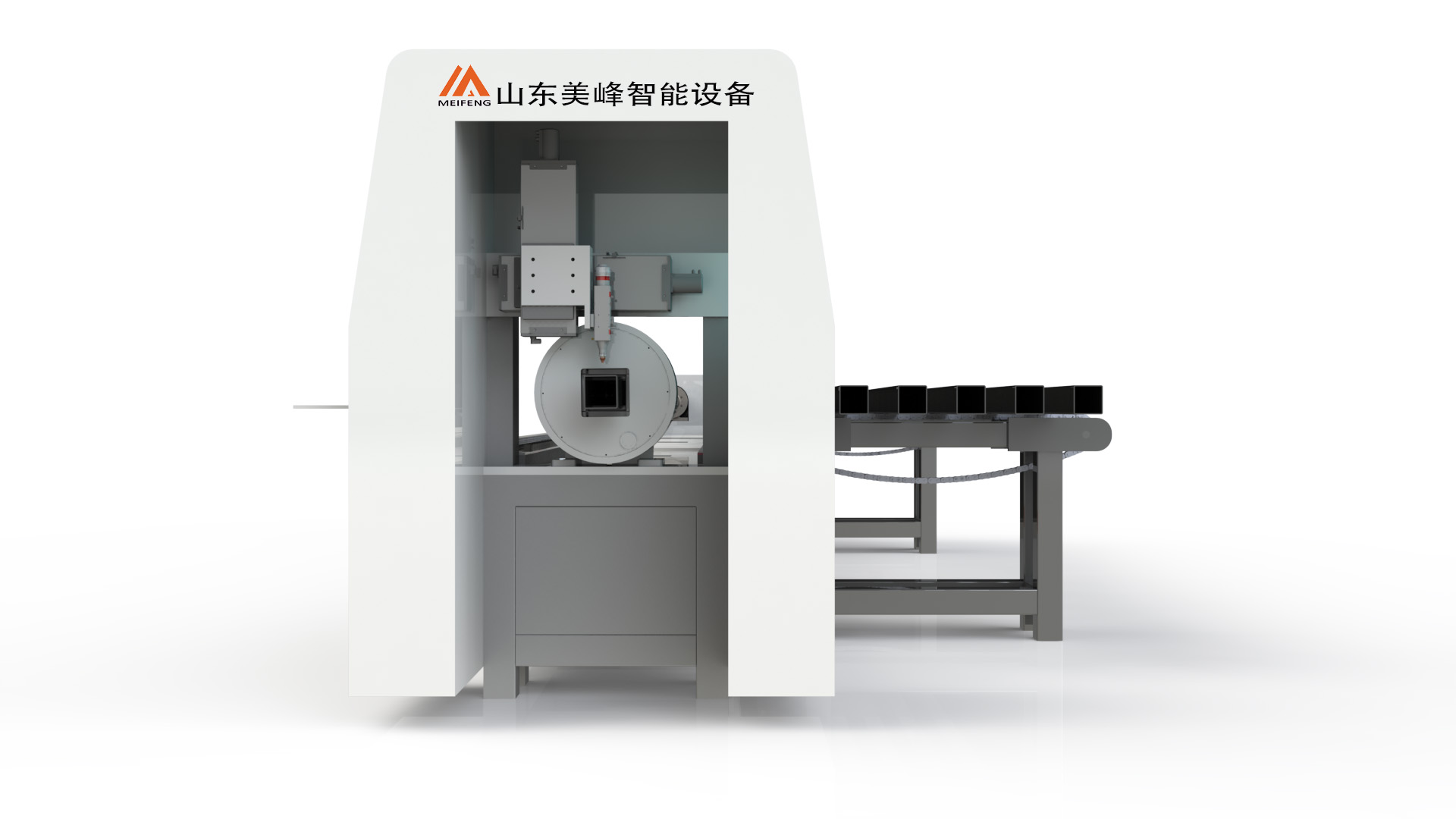
4、相贯线切割机正常操作中如出现, 明显火花、异响或异味等异常情况,应该及时按下设置在操作台上的急停开关,提供并保留操作现场的“故障再现”,这些都是我们查找故障的重要依据。
5、相贯线切割机当切割工件出现长度误差时,一般情况下机床割炬(等离子或火焰)可能不在标准位置了, 或割炬不直,或割炬伸出的长度部分有误,或机床参数的“割炬到管表面的距离”设置与实际值不符。